2026 Best Belt Conveyor Options for Efficient Material Handling?
In the evolving landscape of material handling, the choice of conveyor systems plays a critical role. Belt conveyors have emerged as a leading option due to their efficiency and adaptability. According to the Conveyor Equipment Manufacturers Association, belt conveyors can improve handling efficiency by up to 30% in material-intensive industries. This is crucial, considering that 70% of material handling tasks involve moving goods over long distances.
Belt conveyors are designed for durability and versatility. They can handle a variety of materials, from light packages to heavy bulk items. However, not all belt conveyors are created equal. Issues such as maintenance and design can affect their performance. A case study from a leading logistics provider indicated a 15% increase in downtime due to improper belt selection. This highlights the need for careful evaluation of options.
Investing in the right belt conveyor can lead to significant cost savings. The potential return on investment (ROI) can reach up to 200%. Yet, companies must remain vigilant about their choices. With diverse options available, aligning the conveyor system with specific operational needs can be challenging. It's essential to refine those decisions, ensuring that productivity goals are met without compromising on quality.

Overview of Belt Conveyors in Material Handling Systems
Belt conveyors play a pivotal role in material handling systems. They transport goods over various distances efficiently. These conveyors are designed with a belt that moves continuously along tracks. This simple yet effective design minimizes manual handling of materials.
In many industries, belt conveyors streamline operations. They can carry a wide range of products, from small parts to large packages. However, factors like belt wear and maintenance are essential to consider. Ignoring these can lead to delays and increased costs. Regular checks and timely replacements can enhance performance significantly.
Not all setups are perfect. Sometimes, the conveyor may not fit the workflow seamlessly. Workers may find themselves adjusting to inefficiencies if the conveyor layout is poor. Design flaws can also impede smooth operation. Reflecting on these aspects can lead to better decision-making and improved material handling systems. Attention to detail is crucial for optimal performance.
2026 Best Belt Conveyor Options for Efficient Material Handling
This chart displays the diverse options for belt conveyors in material handling systems, showcasing their efficiency in various applications. The data highlights the throughput capacity (in tons per hour) of different belt conveyor types.
Types of Belt Conveyors and Their Applications
Belt conveyors come in various types, each serving unique applications. This versatility makes them ideal for industries like manufacturing, agriculture, and logistics. Flat belt conveyors are perhaps the most common, transporting products across short distances. They are simple in design and easy to maintain. These conveyors work best with light to medium loads.
Another type is modular belt conveyors. These consist of interlocking plastic segments, offering flexibility and ease of cleaning. They’re perfect for complex layouts where space is limited. However, the cost may be higher, so budget considerations are key. Roller bed conveyors reduce friction and are ideal for heavy items. They require more space and proper alignment for efficiency.
Tips: Always assess your specific material handling needs before choosing a conveyor type. Weigh the costs against benefits. Consider maintenance requirements as well. It's essential to ensure that your choice aligns well with the operational demands. Keep in mind that not every conveyor suits every application. Testing different models can provide insights into what works better.
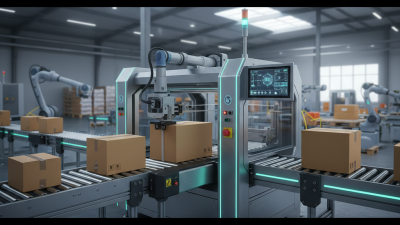
Automation is a growing trend. Some conveyors can integrate sensors or IoT devices for smarter operations. However, employee training becomes crucial. Failure to train can lead to inefficiencies or safety issues. Exploring diverse options is vital, but don't overlook the human element in managing these systems.
Key Features to Consider When Choosing a Belt Conveyor
When choosing a belt conveyor, key features must be evaluated. Load capacity is crucial. Most systems can handle up to 1000 kg/m², but heavier applications require specialized designs. Consider the material too. Flexible options are available for different materials such as plastic or metal. Each type offers distinct benefits for diverse industries.
Another important aspect is conveyor length and width. Standard widths range from 300 mm to 1200 mm. Longer conveyors are necessary for larger operations. Unexpected delays can arise when selecting the wrong size. Additionally, speed control is essential. Research indicates that variable speed drives can improve efficiency by 20% or more.
It's also vital to assess maintenance needs. Belt conveyors with modular designs usually require less frequent service. A report from the Conveyor Equipment Manufacturers Association shows that proper maintenance increases equipment lifespan significantly. Reflect on how features will affect operational efficiency and costs. Careful consideration can lead to better decisions in your material handling setup.
Comparative Analysis of Leading Belt Conveyor Brands for 2026
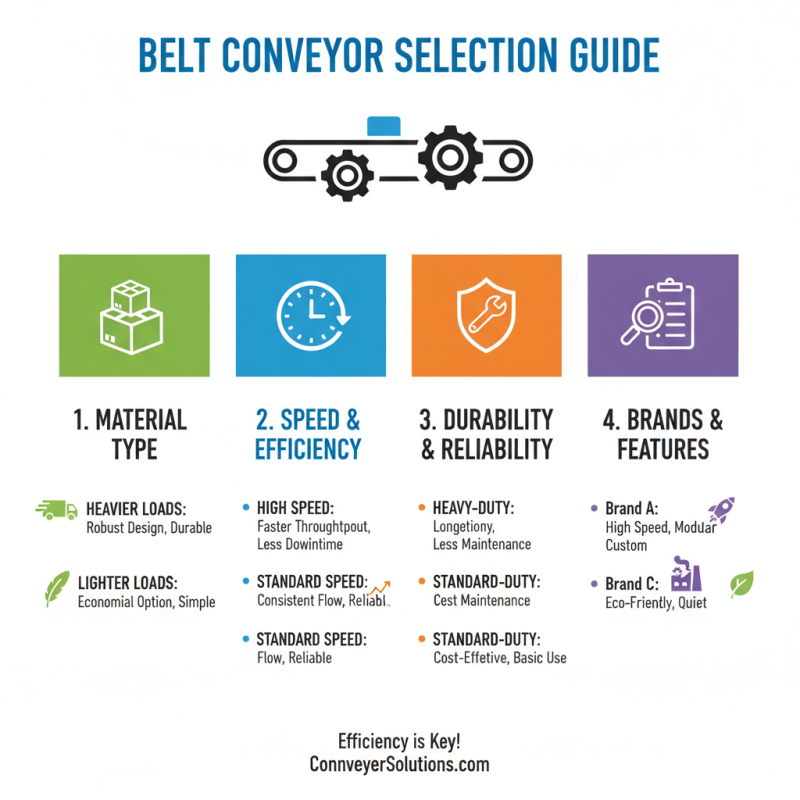
When choosing a belt conveyor, efficiency is key. Several brands emerge in the market, each with unique features. Consider the material being handled. For heavier loads, a robust design is necessary. Conversely, lighter materials may benefit from a more economical option. Some conveyors boast higher speeds, while others focus on durability.
Tips: Always assess the conveyor length you require. An overly long conveyor can lead to delays. Shorter systems can improve efficiency in tight spaces.
Durability is another crucial factor. Some models are built with materials that resist wear and tear. This can reduce the need for frequent replacements. However, not all durable options are equally efficient. Look deeper into power consumption as well. Some may offer solid performance but can be energy hogs over time.
Tips: Investing in energy-efficient options may save money in the long run. Weigh initial costs against operational efficiency. Remember, not every brand suits every situation. Researching specific needs often reveals surprising insights.
Best Practices for Maintaining Belt Conveyors for Optimal Efficiency
Maintaining belt conveyors requires attention to detail. Regular inspections can prevent costly breakdowns. Check for wear and tear on belts and rollers. Small damages can escalate quickly if ignored. Adjusting tension is critical. A belt too loose may slip, while a tight belt can lead to premature wear.
Lubrication is often overlooked but vital. Ensure that all moving parts are well-lubricated. This can reduce friction and improve efficiency. Dust and debris should be cleaned regularly. Accumulation can obstruct performance and cause damage. A thorough cleaning schedule is essential for optimal operation.
Training staff on best practices is key. Everyone involved should understand their role. Communication is important when issues arise. It is common to overlook signs of trouble until they become bigger problems. A proactive approach can help avoid these situations. Reflection on maintenance routines can also enhance performance and efficiency.